角焊缝根据 S16-14 第 13 章进行规范校核。完全熔透(CJP)坡口焊缝的承载力假定与母材相同,不单独校核。
角焊缝
直接剪力及拉力或压力引起的剪力承载力按 S16-14 – 13.13.2.2 设计。有限单元法建模中采用焊缝材料的塑性重分布。
\[ V_r = 0.67 \phi_w A_w X_u (1+0.5 \sin^{1.5} \theta ) M_w \]
其中:
- ϕw = 0.67 – 焊缝金属抗力系数,可在规范设置中编辑
- Aw – 有效焊喉面积
- Xu – 按焊条分类号评定的极限强度
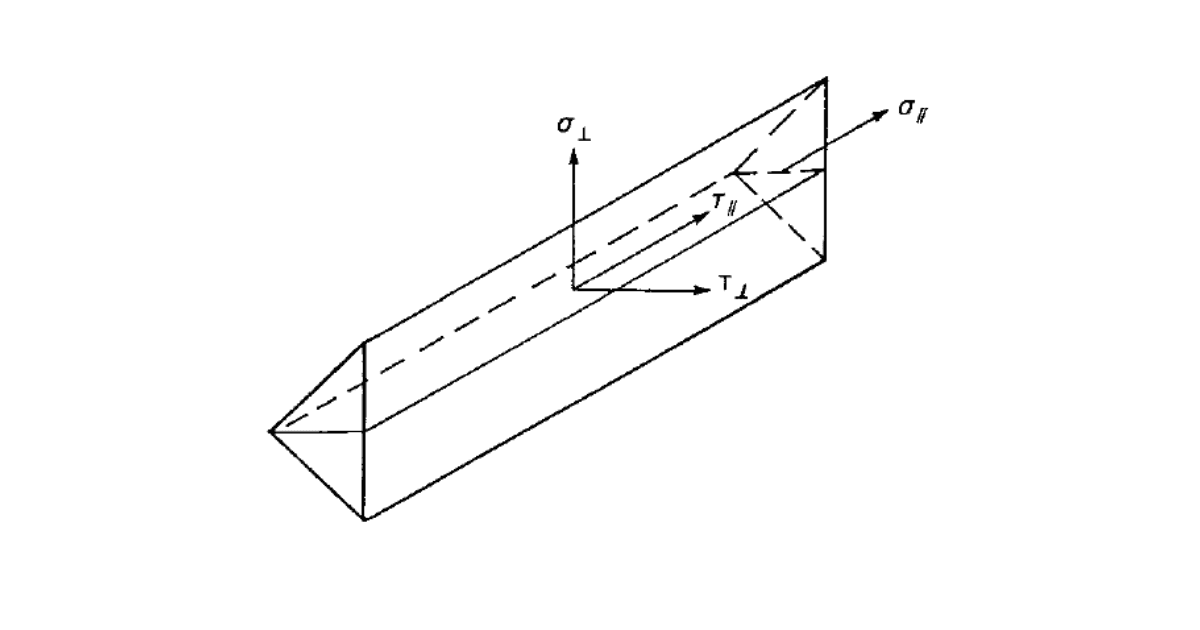
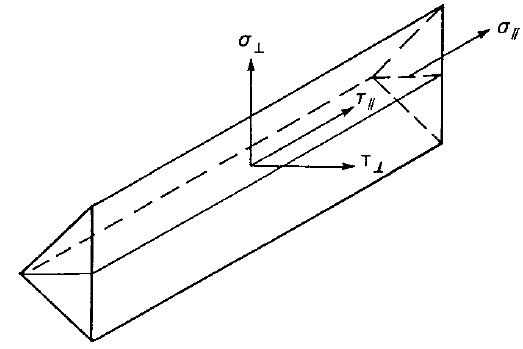
- θ – 焊缝段轴线与所施加力的作用线之间的夹角(例如,纵向焊缝为 0°,横向焊缝为 90°)
- \( M_w = \frac{0.85+\theta_1 / 600}{0.85+\theta_2 / 600} \) – 多方向角焊缝的强度折减系数;在 IDEA 中取 1.0,多方向焊缝的承载力由有限元分析确定,对应力最大的单元进行评估
- θ1 – 所考虑焊缝段的方向角
- θ2 – 节点中最接近 90° 的焊缝段方向角
熔合面处母材承载力:
\[ V_r = 0.67 \phi_w A_m F_u \]
其中:
- Am = z L – 熔合面面积
- z – 焊缝焊脚尺寸
- L – 焊缝长度
- Fu – 规定抗拉强度
焊缝图示按以下公式显示应力:
若母材未激活(使用匹配焊条):
\[ \sigma = \frac{\sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 }}{1+0.5 \sin^{1.5}{\theta}} \]
若母材已激活(未使用匹配焊条):
\[ \sigma = \max \left \{ \frac{\sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 }}{1+0.5 \sin^{1.5}{\theta}}, \, \frac{\sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 }}{\sqrt{2} F_u / X_u} \right \} \]
CJP 坡口焊缝
完全熔透(CJP)坡口焊缝的承载力假定与母材相同。