Lehetőség van tompahegesztések vagy sarokhegesztések beállítására, a teljes élhosszon, részleges hegesztések vagy szakaszos hegesztések alkalmazásával. A tompahegesztések feltételezetten ugyanolyan szilárdsággal rendelkeznek, mint a hegesztett szerkezeti elem, ezért nem kerülnek ellenőrzésre. Sarokhegesztések esetén a hegesztési elemet az egymáshoz kapcsolódó lemezeket összekötő interpolációs kapcsolatok közé illesztik. A hegesztési elem egy meghatározott elasztoplasztikus anyagdiagrammal rendelkezik, amely a feszültséget a hegesztés hossza mentén újraosztja, így a hosszú hegesztések, többirányú hegesztések vagy merevítetlen övlemezhez való hegesztés hasonló ellenállással rendelkezik, mint a kézi számítás szerint. A legjobban igénybe vett hegesztési elem mérvadó a hegesztés ellenőrzésekor.
A hegesztés legjobban igénybe vett sarokhegesztési eleme az SP 16, 14.1. pont szerint kerül ellenőrzésre. A hegesztés hosszát 10 mm-rel kell csökkenteni az SP 16, 14.1.16. pont szerint.
Hegesztési anyag ellenőrzése:
\[ \frac{N}{\beta_f k_f l_{we} R_{wf} \gamma_c} ≤ 1.0 \]
Alapanyag ellenőrzése:
\[ \frac{N}{\beta_z k_f l_{we} R_{wz} \gamma_c} ≤ 1.0 \]
ahol:
- N – a hegesztési elemre ható erő
- βf – hegesztési anyagra vonatkozó együttható az SP 16, 39. táblázatból; az együtthatót a szabványbeállítás határozza meg – hegesztési típus és hegesztési helyzet (hegesztési anyag beállításai)
- βz – alapanyagra vonatkozó együttható az SP 16, 39. táblázatból; az együtthatót a szabványbeállítás határozza meg – hegesztési típus és hegesztési helyzet (hegesztési anyag beállításai)
- kf – hegesztési varrat lábmérete, a sarokhegesztés lábméret-aránya 1:1 feltételezett
- \( l_{we} = \frac{l_w}{l} \cdot l_e \) – méretezési hegesztési elemhossz
- lw = l – 10 mm – méretezési hegesztési hossz
- l – tényleges hegesztési hossz
- le – tényleges hegesztési elemhossz
- \( R_{wf} = 0.55 \frac{R_{wun}}{\gamma_{wm}} \) – hegesztési anyag szakítószilárdsága – SP 16, 4. táblázat
- Rwz = 0.45 Run – alapanyag szakítószilárdsága – SP 16, 4. táblázat
- γc – üzemi tényező – SP 16, 1. táblázat, a szabványbeállításban szerkeszthető
- Rwun – sarokhegesztési anyag szabványos szilárdsága az SP 16, D2. táblázatból
- γwm – részleges biztonsági tényező a hegesztési anyagra, γwm = 1,25 ha Rwun ≤ 490 MPa és γwm = 1,35 egyéb esetben – SP 16, 4. táblázat
- Run – a csatlakoztatott acél karakterisztikus szilárdsága
| Hegesztési anyag | Rwun [MPa] | Rwf [MPa] |
| E42 | 410 | 180 |
| E46 | 450 | 200 |
| E50 | 490 | 215 |
| E60 | 590 | 240 |
| E70 | 685 | 280 |
| E85 | 835 | 340 |

A hegesztési pozíció gravitációs típusa a hegesztési elektróda és a hegesztési típus kiválasztásakor állítható be a szabványbeállításban.
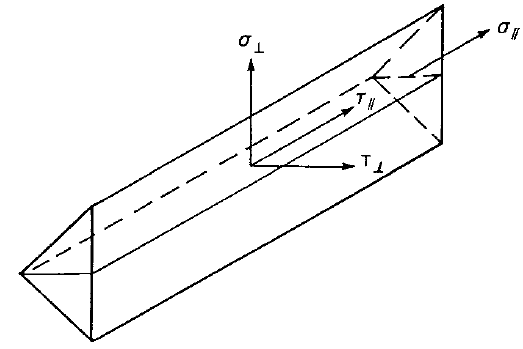
A hegesztési diagramok a feszültséget a következő képlet szerint mutatják:
\[ \sigma = \sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 } \]